
Shrink Tunnel Machine for Bottles Multipack Wrapping & Sleeve Labeling Solutions Shrink Tunnel Machine for Bottles | Manufacturer India – Amarpack Machines Pvt. Ltd. A Shrink Tunnel Machine for Bottles is a heat-application packaging unit used to wrap, bundle, or label bottles using heat-shrink film. There are two main bottle applications: bundling multiple bottles together as a multipack (such as 6-pack or 12-pack water bottles) and applying full-body sleeve labels to individual bottles (such as juice, soft drinks, or pharmaceutical syrup bottles). Both applications use a temperature-controlled tunnel chamber with a conveyor belt—the difference lies in the type of film, the upstream equipment, and whether you use hot air or steam. Amarpack Machines Pvt. Ltd. has been manufacturing shrink tunnel machines for bottles in India since 1998. Our machines run on bottling lines for Tata’s water plants, Cipla’s pharmaceutical syrup units, Dabur’s cosmetic facilities, and dozens of regional juice and beverage manufacturers—wrapping, bundling, and labeling everything from 200 ml medicine bottles to 5-litre edible oil jars. This page explains the two bottle packaging methods, the right machine for your bottle type, and what each option costs in India. Get a Quote in 2 Working Hours → The Two Methods of Bottle Shrink Packaging Method 1: Multipack Bundling (Web Sealer + Hot Air Tunnel) Used to bundle multiple bottles together into a single retail or transit pack. The bottles are grouped, wrapped loosely in POF or PE film by a web sealer, and pass through a hot air shrink tunnel where the film contracts tightly around the multipack. This is the dominant method used by: Mineral water plants — 6-bottle, 12-bottle, and 24-bottle multipacks Soft drink and beverage producers — 6-pack and 12-pack bundles Edible oil bottlers — multi-bottle retail bundles Wholesale distribution — transit-grade bundling for warehouses and modern trade Recommended setup: Automatic Web Sealer with Heavy-Duty Shrink Tunnel (Amarpack APH series). Method 2: Sleeve Labeling (Sleeve Applicator + Steam or Hot Air Tunnel) Used to apply a printed shrink film sleeve to individual bottles — either as a tamper-evident neck band, a half-body label, or a full-body wrap-around sleeve. The pre-printed sleeve is positioned on the bottle by a sleeve applicator, then shrunk tightly by a steam tunnel (for premium finishes) or a hot air tunnel (for general use). This is the preferred method for: Juice and beverage brands — full-body printed sleeves with vivid graphics Pharmaceutical syrup bottles — tamper-evident neck bands Cosmetic and personal care brands — full-body sleeves on shampoo, lotion, conditioner bottles Spirits and liquor brands — premium tamper-evident seals Dairy and milk bottles — branded sleeves with date coding Recommended setup: Sleeve Applicator + Steam Heat Shrink Tunnel (Amarpack steam series) for premium finishes, or Sleeve Applicator + Hot Air Tunnel for cost-effective production. How a Shrink Tunnel Machine Works The process is simple, but the engineering inside the chamber decides whether your packs come out smooth or wrinkled. There are three stages: 1. Pre-wrap. The product is loosely wrapped or sleeved in shrink film by an L-sealer, web sealer, or sleeve applicator placed before the tunnel. 2. Heat application. The wrapped product enters the tunnel chamber on a conveyor. Calibrated heating coils warm the air, and an internal blower circulates that hot air uniformly across all four sides of the product. The film softens and contracts within seconds. 3. Cool-down and exit. The product exits the tunnel with the film tightly fused around it. A short cooling zone — either ambient or fan-assisted — sets the film and prevents post-shrink distortion. The quality of the final pack depends on three variables that a good shrink tunnel machine controls precisely: chamber temperature, conveyor speed, and air-flow direction. Cheap tunnels get one or two right. A well-engineered industrial unit gets all three right, every time, for years. Bottle Types We Package — Full Application Coverage Amarpack shrink tunnel machines are running in India today for every common bottle category. Here is what we build for each: Water Bottle Shrink Tunnel For 200 ml to 2 litre PET water bottles bundled into 6, 12, or 24-pack multipacks. Used by mineral water plants nationwide. Juice Bottle Shrink Tunnel For 250 ml to 1 litre PET juice bottles, both as multipacks and as individual full-body sleeve labels. Steam tunnel preferred for premium juice brands. Oil Bottle Shrink Tunnel For 500 ml to 5 litre edible oil bottles in PET, HDPE, or glass. Heavy-duty tunnel for transit-grade multipack bundling. Shampoo & Cosmetic Bottle Shrink Tunnel For full-body shrink sleeves on shampoo, conditioner, lotion, and premium cosmetic bottles. Steam tunnel recommended for wrinkle-free finish on contoured bottle shapes. Pharmaceutical Bottle Shrink Tunnel For tamper-evident sleeves and full-body labels on syrup bottles, dropper bottles, and oral liquid containers. PVC and PETG sleeve compatible. Used by Cipla, Sun Pharma, Glenmark, Alkem, Intas. Glass Bottle Shrink Tunnel For glass beverage bottles, sauce bottles, pickle jars, and premium liquor bottles. Steam tunnel ensures uniform shrink on glass without thermal shock. Liquor & Spirits Bottle Shrink Tunnel For tamper-evident neck bands and full-body sleeves on whisky, vodka, gin, and wine bottles. Excise-compliant tamper evidence built in. Milk & Dairy Bottle Shrink Tunnel For branded sleeves on milk, buttermilk, lassi, and flavoured dairy bottles. Tamper-evident options for cold chain distribution. Soft Drink & Beverage Can Shrink Tunnel For PET and aluminum can multipack bundling — 6-can, 12-can, 24-can configurations. Built for high-throughput beverage and FMCG lines. Choosing the Right Tunnel for Your Bottle Three variables decide which machine fits your line: 1. Bottle material. PET and plastic bottles work with both hot air and steam tunnels. Glass bottles prefer steam (lower thermal shock risk). HDPE and high-temperature plastics need precise temperature control to avoid distortion. 2. Application type. Multipack bundling needs a wider tunnel chamber, longer conveyor, and POF/PE film compatibility. Sleeve labeling needs a narrower chamber with focused heat zones for the sleeve area only. 3. Production speed. For 50-150 bottles per minute, semi-automatic L-sealer + tunnel works. For 150-300 BPM, fully automatic web sealer +

Shrink Tunnel Machine — Built in India, Trusted Across the World
Shrink Tunnel Machine Built in India, Trusted Across the World Shrink Tunnel Mahcine Manufacturer in India – Amarpack Machines Pvt. Ltd. A shrink tunnel machine is a heat-application packaging unit that uses precisely controlled hot air to shrink a pre-applied plastic film tightly and uniformly around a product. Products travel through the tunnel on a motorized conveyor, and the film — typically POF, PVC, or PE — contracts to create a tamper-evident, professional finish. It is the heart of every modern shrink wrapping line. At Amarpack Machines Pvt. Ltd., we have been manufacturing shrink tunnel machines from our facilities in Mira Road and Palghar (Maharashtra) since 1998. Our machines run round-the-clock at over 1,000 production sites across India and 20+ export markets — packaging everything from biscuit cartons for Haldiram’s to pharmaceutical multi-packs for Cipla. This page explains what a shrink tunnel machine is, how it works, the models we build, what they cost in India, and why packaging managers across food, pharma, FMCG, and electronics sectors choose Amarpack. Get a Quote in 2 Working Hours → What Is a Shrink Tunnel Machine? A shrink tunnel machine is an industrial packaging device that wraps products in heat-shrink film by passing them through a heated chamber on a conveyor belt. The hot air inside the tunnel — usually between 150°C and 220°C — causes the film to shrink and form a tight, transparent, tamper-evident seal around the product. It is the second stage of a shrink wrapping line, working downstream from an L-bar sealer, web sealer, or sleeve wrapper. Shrink tunnel machines are used wherever a product needs a clean, secure, and visually appealing outer wrap — bottled beverages, biscuit packs, pharmaceutical cartons, cosmetic boxes, electronic components, printed material, and multi-pack consumer goods. How a Shrink Tunnel Machine Works The process is simple, but the engineering inside the chamber decides whether your packs come out smooth or wrinkled. There are three stages: 1. Pre-wrap. The product is loosely wrapped or sleeved in shrink film by an L-sealer, web sealer, or sleeve applicator placed before the tunnel. 2. Heat application. The wrapped product enters the tunnel chamber on a conveyor. Calibrated heating coils warm the air, and an internal blower circulates that hot air uniformly across all four sides of the product. The film softens and contracts within seconds. 3. Cool-down and exit. The product exits the tunnel with the film tightly fused around it. A short cooling zone — either ambient or fan-assisted — sets the film and prevents post-shrink distortion. The quality of the final pack depends on three variables that a good shrink tunnel machine controls precisely: chamber temperature, conveyor speed, and air-flow direction. Cheap tunnels get one or two right. A well-engineered industrial unit gets all three right, every time, for years. Amarpack Shrink Tunnel Machine Range We build four core categories of shrink tunnel machine, each engineered for a specific production profile. All models are made in India, ship with a 12-month warranty, and are supported by our nationwide engineer network. 1. Portable Shrink Tunnel Machine This compact, space-saving desktop machine is ideal for small businesses, start-ups, and laboratory applications. It offers efficient shrinking capabilities with a smaller footprint, making it perfect for low-to-moderate production volumes. Best For: Small Cosmetics and Skincare Items Artisan Soaps and Candles Books and Magazines Promotional Sample Packs 2. Standard Shrink Tunnel Machine The standard machine is a versatile, dependable “workhorse” for most moderate-speed packaging lines. It offers an excellent balance of speed, cost, and reliability, handling a wide range of common consumer product sizes and shapes. Best For: Boxed Snacks and Confectionery Packaged Hardware and Tool Sets Bundled Beverage Multi-Packs (e.g., 4-packs) Housewares and Small Electronics 3. Heavy-Duty Shrink Tunnel Machine Built for robust performance, this machine is engineered for high-speed, continuous-duty operations and the packaging of large, bulky, or heavy items. It features reinforced construction and powerful heating elements to handle demanding industrial conditions. Best For: Large Cases and Trays of Beverages (e.g., 24-packs of water) Industrial Auto Parts and Lubricants Home Appliances and Large Electronics Bulk Building Materials 4. Steam Heat Shrink Tunnel Machine Using controlled, uniform steam rather than electric heat, this specialized machine applies highly conforming, premium shrink sleeve labels with precision. It is the gold standard for irregular, curved, or complex containers, providing a smooth, wrinkle-free finish. Best For: Specialty Juice, Smoothie, and Dairy Bottles Complex Condiment and Sauce Containers Aerosol and Canned Goods High-End Wine and Spirit Bottles 5. Fully Customizeable Shrink Tunnel Machine For products that don’t fit into a standard mold, we offer completely customized solutions. These machines are engineered from the ground up to address specific speed requirements, unique product dimensions, specialized conveyor systems, or extreme environment specifications. Best For: Over-Sized Industrial Equipment and Components Highly Delicate or Sensitive Electronics Irregularly Shaped Machinery and Assemblies Specialized Multi-Component Manufacturing Kits Technical Specifications Below is a quick-reference table of standard parameters. Custom builds are available — chamber length, conveyor width, and voltage can all be configured to your line. Parameter Standard Range Chamber Size (L × W × H) 600–2400 mm × 350–800 mm × 200–500 mm Conveyor Speed 0–10 m/min (Variable) Power Supply 220V Single Phase / 380–415V Three Phase Heating Power 6–24 kW Temperature Range 0–250°C (Digital PID Control) Air Circulation Top-Bottom or 4-Direction (Model Dependent) Conveyor Type SS Rod / Silicone Belt / Mesh (Application Specific) Body Construction MS Powder-Coated or Full SS304 Download Spec Sheet (PDF) Industries We Serve Amarpack shrink tunnel machines are running in the production lines of some of India’s most demanding manufacturers: Food & Beverage — biscuits, confectionery, water bottles, juice cartons, frozen foods Pharmaceuticals — bottle multi-packs, carton sealing, tamper evidence Personal Care & Cosmetics — soaps, deodorants, premium cosmetics FMCG & Retail — multi-pack consumer goods bound for Reliance Retail, D-Mart, Big Bazaar Electronics & Hardware — component cartons, gift packs, printed circuit board protection Print & Stationery — books, magazines, notebook bundles E-commerce & Logistics — secure outer wrapping for transit Why

Why April Is the Most Profitable Month for Shrink Tunnel Machine Owners (And How to Stay Ahead)
Why April Is the Most Profitable Month for Shrink Tunnel Machine Owners (And How to Stay Ahead) Packaging Industry Insights Every year, as temperatures begin to climb and India transitions into its peak summer season, something shifts on production floors across the country. Order volumes surge. Conveyor belts run longer. And packaging managers scramble to keep up with one relentless question: Is our shrink tunnel fast enough? If you’re in the business of manufacturing, packaging, or distributing products — April is not just another month. It’s a stress test. And for businesses that rely on shrink tunnel machines, it can either be the season of maximum output or maximum chaos. Here’s what’s driving demand right now, what products are flying off production lines this April, and how the right shrink tunnel setup can give your operation a serious competitive edge. The April Effect: Why Seasonal Demand Hits Hard India’s spring-to-summer transition (April through June) triggers a cascade of consumer activity. Retail shelves get restocked with summer beverages. Supermarkets refresh their personal care aisles with new collections. E-commerce platforms ramp up shipments. And FMCG brands launch limited-edition multipacks to capture impulse buyers. All of this creates a single, urgent need: fast, clean, tamper-evident packaging — at scale. That’s where shrink tunnel machines become the unsung heroes of the season. Top Products Driving Shrink Tunnel Demand This April Cool blue & ice-white (refreshing, high-volume) 1. Beverages — The Biggest Volume Driver As thermometers inch past 40°C, packaged water, juices, and soft drinks see explosive demand. Think: 6-bottle mineral water multipacks bundled tightly with POF or PVC shrink film Tetra Pak and PET juice bottle clusters for modern retail Can multipacks for carbonated beverages and energy drinks These products require high-speed hot air shrink tunnels that can handle continuous runs without downtime. Consistency of shrink — no fish-eyes, no burn marks — is non-negotiable when millions of units are moving every week. Soft greens & cream (fresh, hygienic) 2. Food & Dairy — Protection Is Everything Fresh produce doesn’t wait. Neither do your customers. April sees a surge in packaged trays of fruits, vegetables, paneer, and dairy products — all requiring shrink sleeves that protect against moisture, contamination, and tampering. Bakery items, namkeen snacks, and ready-to-eat products also spike ahead of outdoor season and festive gatherings. For this segment, the film must shrink uniformly and tightly — because a loose or wrinkled sleeve on a food product signals poor quality to every shopper who picks it up. Rose gold & blush (luxurious, glamorous) 3. Retail & Personal Care — Where Packaging Becomes Branding Spring collections in skincare, haircare, and cosmetics are a packaging designer’s playground. Full-body shrink sleeves on cosmetic bottles do double duty: they protect the product and carry 360° branding in vibrant, high-resolution print. For brands launching seasonal gift sets and promotional bundles, the shrink tunnel must deliver wrinkle-free, crystal-clear results — because on a cosmetic shelf, presentation is the product. Steam shrink tunnels are often preferred here, as they deliver uniform shrinkage across complex bottle shapes and irregular contours. Navy & amber (tech-forward, secure) 4. E-Commerce & Logistics — Tamper-Proof at Scale With increased seasonal shipping volumes, e-commerce warehouses are turning to shrink tunnels for a reason beyond aesthetics: security. Shrink-wrapped bundles signal to the end customer that the product arrived untouched, clean, and professionally packaged. For high-value items like electronics accessories, health supplements, and personal care kits, this matters enormously for brand trust and return rate reduction. Semi-automatic L-sealers paired with compact hot air tunnels are increasingly popular in mid-size fulfillment centers — offering flexibility without the footprint of a full automatic line. Yellow, black & orange (bold, retail-ready) 5. Hardware, Stationery & Promotional Kits As schools wind down and promotional season kicks in, hardware kits, DIY tool sets, toys, and stationery bundles need retail-ready presentation. Shrink wrapping delivers a clean, professional look at low per-unit cost. This segment typically uses: Manual or semi-automatic L-sealers for varied product sizes Hot air tunnels for general-purpose shrinkage Choosing the Right Machine for the Season Not every shrink tunnel is built for every application. Here’s a quick reference: Machine Type Best For Key Advantage Hot Air Shrink Tunnel Bottles, boxes, retail goods High speed, versatile, easy maintenance Steam Shrink Tunnel Full-body labels, irregular shapes Uniform 360° shrinkage Semi-Auto L-Sealer + Tunnel Smaller runs, varied SKUs Flexibility, lower investment Automatic L-Sealer + Tunnel High-volume continuous lines Maximum throughput, minimal labor The right choice depends on your product type, volume requirements, film type, and available floor space. Getting this decision wrong in April means either over-investing in capacity you won’t use — or, more dangerously, under-investing and watching orders pile up while your tunnel crawls. 5 Signs Your Current Shrink Tunnel Setup Isn’t Ready for Summer Before the season peaks, run this quick self-audit: Inconsistent shrink results — wrinkles, fish-eyes, or burn marks on finished packs Speed bottleneck — the tunnel is slower than your sealer or filler Frequent film jams — your machine isn’t optimized for your current film spec No temperature zone control — you can’t fine-tune heat for different product heights High reject rate — more than 2–3% of packs failing quality check If even two of these ring true, your line is leaving money on the table — this season and every season after. Actionable Steps to Maximize Output This April Calibrate your tunnel temperature zones for both morning startup and full-run steady state Match your film gauge and type to the specific product — don’t use one spec for everything Schedule preventive maintenance now — not after a breakdown in peak season Train operators on quick changeover if you’re running multiple SKUs Evaluate throughput gaps between your sealer and tunnel — the bottleneck kills the line The Bottom Line April isn’t just a busy month. It’s a proving ground. The businesses that invest in the right shrink tunnel machinery — and operate it intelligently — will capture shelf space, fulfill orders on time, and deliver the kind of
How Small Food Businesses Increase Shelf Life by 5X Using Table Top Vacuum Packing Machines
How Small Food Businesses Increase Shelf Life 5X Using Table Top Vacuum Packing Machines 👉 Looking for the best Table Top Vacuum Packing Machine? Get Instant Price & Expert Advice Today. For most small food businesses, the difference between profit and loss comes down to one invisible enemy: time. A pickle jar that spoils in two months, a batch of laddoos that goes stale in a week, a tray of chicken that has to be sold the same day — every hour your product sits on a shelf, it loses value. Now imagine stretching that shelf life by five times — without adding preservatives, without a commercial cold storage, and without a factory-scale setup. That is exactly what thousands of home kitchens, cloud brands, regional snack makers, and neighborhood meat shops are doing today with a single compact device: the table top vacuum packing machine. In this guide, we break down how the technology works, which food categories see the biggest shelf-life gains, what the real ROI looks like for a small business, and how to pick the right machine so you don’t waste money on the wrong specs. The Shelf Life Problem Every Small Food Business Knows Too Well If you run a small food brand, you have probably lived through at least one of these: A distributor returns stock because the “best before” date is too close. A retailer refuses to stock you because your product “doesn’t travel well.” You lose 20–30% of a batch because it didn’t sell fast enough. You can’t expand to another city because your product won’t survive the journey. Industry estimates suggest small and unorganized food producers lose 15–30% of output to spoilage, staleness, and moisture damage. For a business running on thin margins, that is the difference between scaling up and shutting down. The traditional workarounds — heavy preservatives, refrigerated logistics, or overproducing only what sells locally — are either expensive, unhealthy, or limit your growth ceiling. Vacuum packing solves the problem at its root. What Is a Table Top Vacuum Packing Machine? A table top vacuum packing machine is a compact, single-chamber sealer designed to remove air from a bag and seal it airtight, creating a vacuum-packed package, typically for preserving food, electronics, or medical items. These machines are ideal for limited workspaces like countertops, small shops, and restaurants, offering professional, high-performance sealing in a small footprint. The result is an airtight, shelf-stable pack that slows down the biological and chemical processes that cause food to spoil. How It Works : Placement: The product is placed inside a plastic vacuum bag, and the open end is placed over the seal bar within the chamber. Vacuum & Seal: The lid is closed, and the machine automatically evacuates the air from the chamber and the bag. Finalization: The machine heats the seal bar to seal the bag, then returns to normal pressure. For most early-stage D2C and regional food brands, a table top chamber sealer hits the sweet spot of price, versatility, and output. The Science: Why Vacuum Packing Extends Shelf Life by 5X Food spoils because of four main things: oxygen, moisture, microbes, and light. Vacuum packing directly neutralizes the first three. Oxygen removal stops oxidation. Fats stop going rancid, colors stay vibrant, and flavors stay fresh. Aerobic bacteria and mold can’t grow in an oxygen-free environment. These are the microbes responsible for most visible spoilage. Moisture loss and moisture gain both stop. Crunchy snacks stay crunchy; fresh products don’t dry out. No freezer burn when vacuum-packed items are stored in a freezer. This is why a vacuum-sealed pack of chicken can last 2–3 years in the freezer versus 6 months loose, and why spices keep their aroma for over a year versus three months in a standard pouch. Real-World Examples: Which Foods Get a 5X Shelf Life Boost? Here is how shelf life typically changes once a small food business switches to vacuum packing. These are directional benchmarks — actual results depend on storage conditions, recipe, and hygiene. Product Standard Shelf Life Vacuum-Packed Shelf Life Multiplier Pickles (oil-based) 2 months 12 months 6X Spices & masala blends 3 months 15 months 5X Dry snacks (chivda, chakli) 15 days 75–90 days 5–6X Coffee beans / ground coffee 1 month 6 months 6X Dried fruits & nuts 2 months 12 months 6X Fresh meat (frozen) 6 months 2–3 years 4–6X Cheese 2 weeks 2 months 4X Bakery items (frozen) 1 week 6–8 weeks 6–8X Ready-to-eat curries (frozen) 2–3 days 3–6 months 30X+ The 5X figure isn’t marketing hype — it’s the average across most small-business food categories. 7 Business Benefits Beyond Just Shelf Life Shelf life is the headline. But for a small food business, the real win is everything that becomes possible because of longer shelf life. 1. Lower Food Waste, Higher Margins If you currently waste 20% of every batch, eliminating half of that goes straight to your bottom line. For a brand doing ₹5 lakh a month, that’s ₹50,000+ saved every month. 2. Expand Your Distribution Radius A product that lasts 15 days limits you to a 50 km delivery range. A product that lasts 90 days unlocks national distribution, Amazon, Flipkart, Zepto, and export markets. 3. A Premium, Branded Look Vacuum-sealed packs look clean, professional, and tamper-proof. They instantly elevate your product above loose polybag competitors — critical when you’re selling online or in modern trade. 4. Buy Ingredients in Bulk Longer shelf life means you can buy raw materials in bulk when prices are low and keep them preserved. Spice brands alone often save 10–15% on procurement this way. 5. Better Inventory Management You can produce in batches instead of daily, smooth out your kitchen workflow, and free up labor for sales and marketing. 6. Unlock New Sales Channels Exports, corporate gifting, hampers, subscription boxes, and modern retail all require products with at least 6+ months of shelf life. Vacuum packing is the cheapest way in. 7. Easier FSSAI and Export Compliance Sealed, dated, tamper-evident packaging aligns with FSSAI labeling norms and international
Portable vs Standard vs Heavy-Duty Shrink Tunnel Machine: Which One is Best? (2026 Guide)
Portable vs Standard vs Heavy-Duty Shrink Tunnel Machine: Which One is Best? (Complete Buying Guide 2026) Shrink packaging plays a crucial role in modern manufacturing and product distribution. Businesses across industries use shrink wrapping technology to protect products, improve packaging presentation, and streamline logistics. A shrink tunnel machine is one of the most effective solutions for automated shrink packaging. However, manufacturers often struggle to determine which machine type best suits their production requirements. Should you choose a portable shrink tunnel machine, a standard shrink tunnel machine, or a heavy-duty shrink tunnel machine? Each option offers different advantages depending on production volume, packaging speed, and industrial application. In this complete buying guide, we compare these three types to help businesses choose the right shrink tunnel machine for their operations. What is a Shrink Tunnel Machine? A shrink tunnel machine is a packaging system that uses heat to shrink plastic film around a product. The product wrapped in shrink film passes through a heated tunnel where controlled airflow and temperature cause the film to shrink tightly around the item. This process creates secure, tamper-resistant packaging that protects products during storage and transportation. Shrink tunnel machines are widely used in industries such as: Food and beverage packaging Pharmaceutical manufacturing Cosmetics and personal care products Electronics packaging FMCG production These machines help improve packaging consistency while increasing production efficiency. Types of Shrink Tunnel Machines Shrink tunnel machines are typically categorized based on production capacity and machine configuration. The three main types include: Portable Shrink Tunnel Machine Standard Shrink Tunnel Machine Heavy-Duty Shrink Tunnel Machine Each type serves different production environments and packaging needs. Portable Shrink Tunnel Machine Portable shrink tunnel machines are compact systems designed for small-scale packaging operations. They are commonly used by startups, small manufacturers, and businesses that require flexible packaging setups. Portable machines feature a compact design and can be easily moved within production facilities. Key Features Compact and portable construction Energy-efficient heating system Stainless steel heating elements with cooling fins Easy installation and operation Portable machines are designed to provide efficient heat transfer while maintaining low power consumption. 👉 See product details:Portable Shrink Wrapping Machines Advantages Cost-effective packaging solution Requires minimal factory space Easy to operate and maintain Limitations Limited production capacity Not suitable for high-speed industrial packaging Best Applications Portable machines are ideal for: Small manufacturing units Retail packaging operations Startup production lines E-commerce packaging Standard Shrink Tunnel Machine Standard shrink tunnel machines are designed for medium-scale production environments where packaging demand is moderate but consistent. These machines offer better performance and higher packaging capacity compared to portable machines. Key Features Strong industrial frame construction Improved conveyor systems Adjustable temperature control Stable shrink wrapping performance 👉 Product page:Standard Shrink Wrapping Machines Advantages Balanced cost and performance Suitable for continuous packaging operations Improved heat distribution inside the tunnel Best Applications Standard machines are widely used in: FMCG packaging Cosmetics manufacturing Pharmaceutical packaging Medium manufacturing facilities Heavy-Duty Shrink Tunnel Machine Heavy-duty shrink tunnel machines are built for large industrial production lines where high packaging speed and durability are essential. These machines are designed with industrial-grade components and high-capacity conveyors to support continuous operation. Key Features High-speed conveyor system Heavy-duty construction Industrial automation compatibility Designed for large-scale packaging lines 👉 Product page:Heavy Duty Shrink Wrapping Machine Advantages Very high production capacity Suitable for automated packaging lines Built for continuous industrial use Best Applications Heavy-duty machines are ideal for: Beverage manufacturing plants Large FMCG factories Electronics packaging lines Export packaging operations Portable vs Standard vs Heavy-Duty Shrink Tunnel Machine (Comparison) Feature Portable Standard Heavy Duty Production Capacity Low Medium High Machine Size Compact Medium Large Power Consumption Low Moderate High Automation Level Basic Semi-automatic Industrial Best Use Small businesses Medium production Large factories Which Shrink Tunnel Machine is Best for Your Business? Choosing the right shrink tunnel machine depends on several factors. Production Volume Small production units benefit from portable machines, while large factories require heavy-duty machines. Budget Portable machines are affordable, while heavy-duty machines require higher investment but deliver greater productivity. Factory Space Compact machines work well in limited production spaces. Packaging Speed High-speed production lines require heavy-duty shrink tunnel machines. Industries That Use Shrink Tunnel Machines Shrink tunnel machines are widely used across multiple industries: Food and beverage Pharmaceutical products Cosmetics manufacturing Electronics packaging FMCG industries Shrink wrapping protects products while improving packaging appearance. Shrink Tunnel Machine Price Factors Several factors influence the price of a shrink tunnel machine: Production capacity Machine automation level Conveyor system design Heating technology Customization requirements Businesses should evaluate these factors before purchasing a machine. Frequently Asked Questions What is a shrink tunnel machine used for? A shrink tunnel machine is used to apply heat to shrink film wrapped around products, creating secure packaging. Which shrink tunnel machine is best for small businesses? Portable shrink tunnel machines are usually the best option for small businesses because they are compact and affordable. What industries use shrink tunnel machines? Industries such as food processing, pharmaceuticals, cosmetics, and electronics widely use shrink tunnel machines. Conclusion Shrink tunnel machines are essential for businesses seeking efficient packaging solutions. Portable machines are best for small production setups. Standard machines are ideal for medium-scale operations. Heavy-duty machines support large industrial packaging lines. Choosing the right shrink tunnel machine can significantly improve packaging efficiency and product protection.
Chinese Packaging Machine Problems in India — Real Risks
Chinese Packaging Machine Problems in India: 10 Hidden Risks Every Manufacturer Must Know Every year, thousands of Indian manufacturers import packaging machines from China, attracted by prices that seem 40–60% lower than domestic alternatives. On paper, it looks like a smart business move. In reality, Chinese packaging machine problems in India have cost countless businesses far more than they ever saved. If you run an MSME, a food processing unit, a pharma packaging line, or a contract packing facility — this article is written specifically for you. We have spent years in the Indian packaging machinery industry, working directly with manufacturers who have experienced these problems first-hand. What follows is an honest, detailed breakdown of the real challenges Indian buyers face after importing packaging machines from China. This is not about bashing any country’s manufacturing. It is about helping you make a well-informed capital investment decision — because in packaging, the wrong machine does not just waste money. It stops your production line. Why Chinese Packaging Machines Attract Indian Buyers Before we discuss the problems, let us understand the appeal. China’s packaging machinery industry benefits from massive-scale supply chains, specialised industrial clusters, and lower raw material costs. A machine quoted at ₹40 lakh by an Indian or European manufacturer might be available from a Chinese factory for ₹15–18 lakh. Chinese manufacturers also project strong technological parity. Servo-driven mechanisms, touchscreen HMIs, and branded PLCs appear on their specification sheets — giving the impression of European-grade technology at MSME-friendly pricing. For Indian MSMEs operating on razor-thin margins, this price gap is genuinely hard to resist. But as hundreds of buyers have discovered, the base price is only the beginning of the story. Problem 1: Electronic Burnout from Indian Power Supply This is the single most immediate failure point, and it hits hard. Chinese packaging machines are engineered for China’s highly stable, modernised electrical grids. Their PLCs, servo drives, and thermal overload protectors are designed to handle a narrow voltage fluctuation — often as tight as 2 volts. Indian industrial power, especially outside metro cities, fluctuates across a 110-volt range. Voltage dips to 140V and surges to 250V are routine in Tier 2 and Tier 3 cities. When a Chinese machine encounters this, the delicate electronic controllers suffer thermal overload. The result is sudden and total — the PLC burns out, the servo drive fails, and the entire machine goes dead. Replacing these components is not a quick fix. Because these are often proprietary parts, you cannot source local equivalents. You wait weeks for replacements from Shenzhen. What this means for your business: One serious voltage event can knock your production line offline for 4–8 weeks. If you are in a region with unstable power, this risk is almost guaranteed. Problem 2: Spare Parts Delays of 4 to 8 Weeks When a critical component fails — a sealing jaw, a sensor, a gear, or a PLC module — Indian buyers discover the harsh reality of the spare parts supply chain. Within China, a replacement part might arrive in 2 days. For an Indian buyer, the same part routinely takes 4 to 8 weeks. This is not just a logistics issue. Geopolitical tensions between India and China have created additional friction — heightened customs scrutiny, holding periods for Chinese machinery sub-assemblies, and restrictions on Chinese technical personnel travelling to Indian factories. The result is that a minor mechanical fault — something that should cost you a day of downtime — becomes a month-long production crisis. Your raw materials expire, your labour sits idle, and your delivery commitments to clients collapse. Problem 3: Proprietary Software Lockouts Many Chinese OEMs install proprietary, password-locked PLCs and HMIs in their machines. When a fault triggers a hard stop, your local technician — no matter how skilled — cannot access the software to diagnose or recalibrate the machine. You become entirely dependent on the Chinese manufacturer for remote unlocking or dispatching proprietary modules. If the manufacturer is unresponsive, or if your agent has disappeared post-sale, your machine sits frozen on the factory floor. This is one of the most frustrating Chinese packaging machine problems in India because the hardware might be perfectly fine. The machine is locked by software — and you have no key. Problem 4: Material Incompatibility with Indian Packaging Films Chinese packaging machines are calibrated for the standardised, virgin plastic films used widely in China. Indian manufacturers, driven by cost pressures and sustainability mandates, extensively use recycled LDPE and BOPP films. These Indian films have inconsistent thickness, unpredictable friction coefficients, and fluctuating melting points. A Chinese VFFS machine with standard impulse sealing bars — lacking dynamic auto-modulation — struggles badly with this variability. When the film is slightly thicker, the heat is insufficient and you get weak, leaking seals. When it is thinner, the temperature burns through the film, melting plastic onto the sealing jaws and jamming the forming tube. The same problem occurs with Indian corrugated boards, which carry higher moisture content than rigid Chinese paperboard. Chinese carton erectors jam frequently on Indian materials. The practical impact: Material rejection rates of 10–15% are common, directly eating into your margins on every production run. Problem 5: Zero After-Sales Support in India This is the problem that turns every other problem into a crisis. An estimated 19% of Indian industrial firms still rely on reactive, run-to-fail maintenance. When your Chinese machine breaks down, you need expert support immediately. But most budget Chinese OEMs have no service infrastructure in India — no local engineers, no regional spare parts warehouses, no technical helpline. If you imported directly through an online B2B platform, you likely have zero local support. Even if you purchased through an Indian agent, many agents operate as pure commission brokers who vanish after the sale is complete. Industry data suggests that unplanned downtime in Indian manufacturing costs Laks per hour. Without local support, every breakdown becomes an extended, expensive crisis. Problem 6: Hidden Import Costs That Kill the Price Advantage The primary reason you considered
Shrink Tunnel Machine Price in India (2026): Full Cost Guide
Shrink Tunnel Machine Price in India (2026): What Affects Cost and How to Budget Correctly You’ve decided your production line needs a shrink tunnel machine. But the moment you start calling suppliers, you’re quoted figures that range from ₹86,000 to over ₹28 Lakh — and nobody explains why. That gap isn’t random. The shrink tunnel machine price in India is driven by a precise set of variables: automation level, machine size, production speed, film compatibility, and whether you’re buying from a domestic Indian manufacturer or importing from abroad. If you don’t understand what moves these numbers, you’ll either overbuy and strain your capital budget, or buy the cheapest machine and spend triple the cost in downtime and repairs within 18 months. This guide delivers honest, market-accurate pricing in Indian Rupees for 2025 — along with a practical framework for budgeting, evaluating suppliers, and making a decision that protects your business. Whether you’re a factory owner in Pune, a procurement manager in Ahmedabad, or an SMB packaging unit in Delhi NCR, the guidance here is built for the Indian market. 📌 Quick Answer: The shrink tunnel machine price in India ranges from ₹40,000 for a basic portable unit to ₹1.5 Crore+ for a fully automatic industrial line system. Most small-to-medium Indian manufacturers find the right solution in the ₹2.5 Lakh to ₹10 Lakh range. Read on for the complete breakdown. Table of Contents What Is a Shrink Tunnel Machine? Shrink Tunnel Machine Prices in India — At a Glance Key Factors That Affect Shrink Tunnel Machine Cost in India Hidden Costs Indian Buyers Routinely Overlook Shrink Tunnel vs. Shrink Wrapping Machine: A Price Comparison Cost vs. ROI: Does It Pay Off for Indian Operations? Budgeting Guide: How to Set a Realistic INR Budget Buying Tips: How to Choose the Right Machine for Your Indian Factory Common Mistakes Indian Buyers Must Avoid Frequently Asked Questions Final Verdict: The Right Machine at the Right Price in India 1. What Is a Shrink Tunnel Machine? A shrink tunnel machine is a heat-application unit that uses precisely controlled hot air to shrink a pre-applied plastic film tightly and uniformly around a product. Products travel through the tunnel on a motorized conveyor, and the film — typically PVC, POF (Polyolefin), or PE — contracts to create a tamper-evident, professional-grade package finish. In most production setups, the shrink tunnel works downstream from an L-bar sealer or sleeve wrapper, which first wraps the product in film. The tunnel then applies the final heat stage that seals and shrinks the film to a perfect, wrinkle-free finish. Common Industries Using Shrink Tunnel Machines in India Food & Beverage: Mineral water bottles, namkeen packs, snack multipacks, dairy products Pharmaceuticals: Blister pack bundling, multi-unit pharma cartons, OTC product packaging FMCG & Consumer Goods: Soaps, shampoos, personal care, cosmetics Industrial Components: Auto parts, hardware, engineering goods secondary packaging E-Commerce Fulfillment: Protective outer wrapping for returns and transit security Agro Products: Seed packs, fertiliser pouches, processed food retail packaging [ View all Models of Shrink Tunnel Machine → ] 2. Shrink Tunnel Machine Prices in India — At a Glance The following table reflects real 2025 market pricing for shrink tunnel machines available in India — inclusive of domestic manufacturers, grey-market imports, and premium international brands. Prices are ex-works and exclude GST, freight, and installation unless noted. Tier Machine Type Price Range (INR) Output Speed Best For Entry-Level Portable ₹86,000 – ₹1.10 Lakh 5–15 packs/min Startups, home industry, artisan food Mid-Range Standard ₹1.25 Lakh – ₹2.36 Lakh 15–40 packs/min SMBs, MSMEs, growing factories Industrial Heavy Duty ₹2.35 Lakh – ₹4.5 Lakh 40–120 packs/min Mid-size manufacturers High-End Integrated Auto Line ₹3 Lakh – ₹28 Lakh 120–300+ packs/min Large FMCG, pharma, beverages Note: Prices shown are for the shrink tunnel unit only. Adding an L-bar sealer, Web-Sealer, conveyor extension, or automatic product feeding system adds ₹80,000 to ₹25 Lakh to your total system investment depending on configuration and automation level. ⚠️ Buyer Beware: If you are quoted a price below ₹70,000 for a new shrink tunnel, there is a very high probability you are looking at a Chinese imported machine, which often comes with zero local warranty and severe delays in spare parts. ⚠️ GST Note: Shrink tunnel machines attract 18% GST in India. Always confirm whether a supplier’s quote is inclusive or exclusive of GST — a ₹5 Lakh quote can increase to approximately ₹5.9 Lakh after tax. For registered businesses, Input Tax Credit (ITC) is claimable, which significantly reduces the effective cost of the machine. 🏭 AmarPack Advantage: AmarPack Machines Pvt. Ltd. manufactures high-quality shrink tunnel machines across all four tiers at its state-of-the-art facility, with models starting from ₹86,000. All machines are GST-compliant, CE-marked, and supported by reliable pan-India after-sales service. Request a Price List → 3. Key Factors That Affect Shrink Tunnel Machine Cost in India The cost of shrink wrapping machinery in India is not random — it is a direct function of the following variables. Understanding each one positions you to negotiate smartly and specify correctly. Cost Factor Impact Level Typical INR Price Variance Automation Level (Manual → Fully Automatic) Very High ⬆⬆⬆ +₹50,000 – ₹18 Lakh Tunnel Aperture & Chamber Dimensions High ⬆⬆ +₹20,000 – ₹5 Lakh Domestic vs. Imported Brand High ⬆⬆ +₹50,000 – ₹12 Lakh Conveyor Speed (packs/min) High ⬆⬆ +₹30,000 – ₹6 Lakh Film Compatibility (PVC / POF / PE) Moderate ⬆ +₹10,000 – ₹1.5 Lakh Energy Efficiency / Power Consumption Moderate ⬆ +₹20,000 – ₹2 Lakh PLC / HMI Control System Moderate ⬆ +₹40,000 – ₹3 Lakh SS304 Stainless Steel Construction Low–Moderate ⬆ +₹30,000 – ₹2.5 Lakh Warranty & AMC (Annual Maintenance Contract) Moderate ⬆ +₹15,000 – ₹1.5 Lakh / year Installation & Commissioning Variable ₹10,000 – ₹1 Lakh 3.1 Automation Level: The Biggest Cost Driver No single variable shifts shrink tunnel machine prices in India more than automation level. A reliable tabletop manual unit may start around ₹86,000. A fully integrated automatic system with PLC logic, HMI touchscreen, auto-film loading, and reject detection
Complete End-of-Line Carton Packaging & Dispatch Automation System (Turnkey Line)
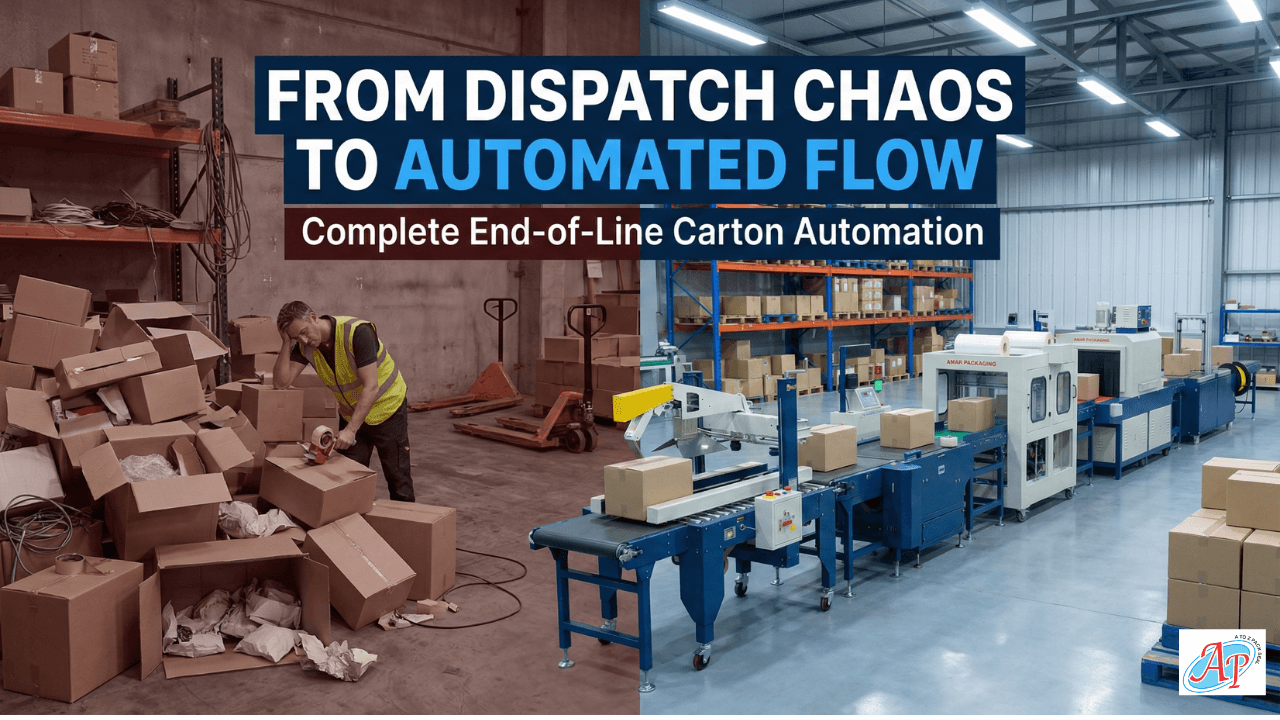
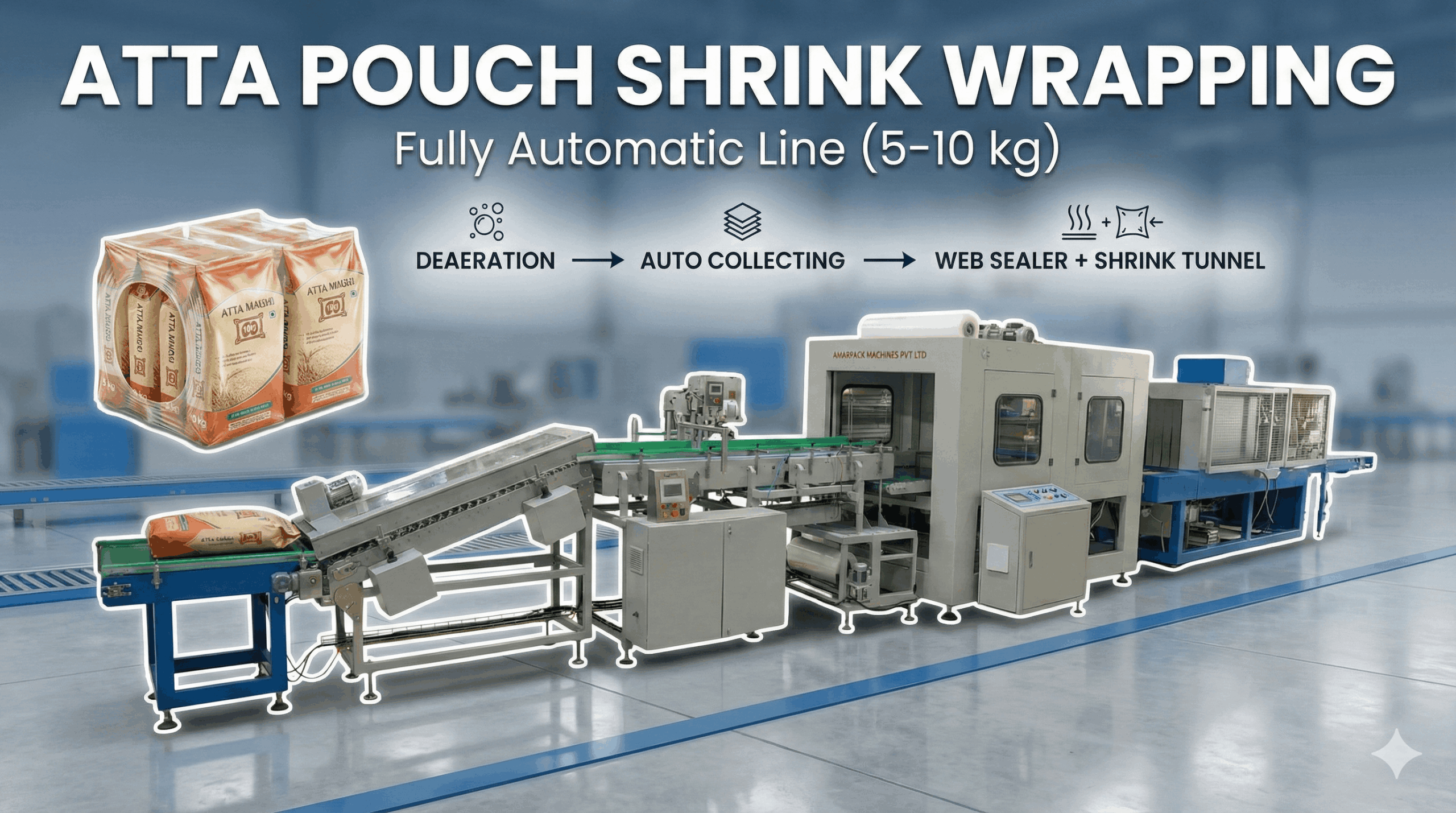
Complete End-of-Line Carton Packaging & Dispatch Automation System (Turnkey Line) What happens after the pouch is sealed — and why it matters more than most plants admit Flour and atta plants put enormous effort into primary packaging — filling accuracy, seal integrity, pouch aesthetics, line speed. That investment is justified. But the real operational chaos typically starts after that stage, when finished 5 kg and 10 kg packs hit the conveyor and immediately begin misbehaving. Soft pouches act like balloons. They won’t stack square. They drift out of alignment. Secondary packing becomes a constant compromise between speed and damage control. If you’ve watched teams manually bundle at the end of an atta line, you know what follows: inconsistent group counts, skewed packs, film that shrinks cleanly on one bundle and wrinkles on the next — and the recurring nightmare of trapped air expanding under tunnel heat. This is why the industry conversation has shifted. It’s no longer “Do we need shrink bundling?” It’s “How do we make shrink bundling work consistently?“ In India and Nepal, this is precisely where an atta pouch packaging machine strategy stays incomplete without secondary packaging — because dispatch efficiency is won or lost in the last 12 meters of the line. Why Atta Pouches Create Specific Secondary Packaging Problems Atta pouches look uniform off the filler. They aren’t. Small variations in fill weight, air retention, and seal geometry compound quickly downstream: Air retention is the biggest culprit. Pouches with excess trapped air have a springy, inconsistent shape. They resist squaring during collation. Then, inside the shrink tunnel, that trapped air expands against the film — causing ballooning, loose wrap, wrinkles, or in severe cases, burst pouches. Group formation depends on consistent pouch geometry. If individual packs aren’t square and dense, the bundle going into the web sealer is already compromised. Tunnel heat amplifies whatever is wrong upstream. Misalignment becomes a jam. Inconsistent bundle density becomes uneven shrink. Most plants don’t fail because they lack a shrink tunnel. They fail because the secondary process skips one critical discipline: controlling pouch shape before heat and film are applied. This is the core logic behind a fully automatic atta bag deaeration and shrink wrapping workflow — treating secondary packaging as a controlled process chain rather than a sequence of loosely connected stations: Deaeration → Grouping → Pushing → Web Sealing → Shrink Tunnel → Cooling/Outfeed What Deaeration Actually Does (It’s Shape Control, Not Just Air Removal) “Remove the air” sounds straightforward. The operational reality is more precise: deaeration is shape conditioning. When pouches enter secondary packaging with excess air, they behave as compressible cushions. Collating them into a clean matrix — 4 packs for 5 kg bundles or 2 packs for 10 kg — becomes a fight. The packs push back against squaring. Then heat makes things worse. A dedicated deaeration and stacking conveyor system (Model: APCSWS-360) addresses this mechanically. It’s a pre-conditioning stage that densifies pouch geometry before grouping, so everything downstream runs more predictably. The system specifications reflect the application demands: Conveyor length: 3,000 mm | Width: 650 mm | Working height: 810 mm Upper roller height: adjustable up to 200 mm SS-304 rollers (OD 90–100 mm) for consistent contact with pouch surfaces Industrial load rating: 250–300 kg Belt thickness: 5–8 mm This is mechanical repeatability — not operator pressure, not guesswork. The pouch enters the tunnel stage already conditioned. How the Shrink Tunnel Actually Works Shrink wrapping is often explained vaguely — “film goes in loose, comes out tight.” The physics is more useful than the marketing language. A web sealer shrink tunnel machine performs two sequential operations: Sleeving and sealing: the product group is wrapped in film and formed into a closed sleeve. Controlled heating and dwell: the sleeve passes through a heated zone long enough for the film to contract uniformly around the load. The tunnel is a controlled energy transfer problem. You’re balancing three variables simultaneously: How evenly heat is distributed across the film surface How long the bundle stays in the heated zone (dwell time) How well the bundle geometry holds as film tension increases In atta applications, the bundle is not a rigid carton — it’s a cluster of compressible, semi-flexible pouches. That’s why upstream deaeration determines whether the tunnel produces clean bundles or becomes a daily troubleshooting task. The tunnel in this workflow uses: SS fin-type tubular heaters: 10–12 units at 1.5 kW each Conveyor inside the tunnel: SS-304 mesh chain or roller conveyor for heat stability Exit cooling: adjustable dual fans — because film continues to “set” during the cooling phase, not just during heat exposure Tunnel opening: 650 mm (W) × 500 mm (H) That last dimension is worth paying attention to. If your grouped bundle geometry — including pouch bulge after deaeration — exceeds that opening, you don’t have a shrink wrapping problem. You have an upstream shape-control problem. https://youtu.be/Wd3WW8s1X-0 The Full Line Flow: Station by Station Secondary packaging becomes predictable when every station behaves as part of one synchronized system. Here’s how the fully automatic atta bundling line runs: 1. Infeed Finished pouches arrive from the primary line onto an infeed conveyor. The objective at this stage is consistent orientation and spacing — not speed. Irregular spacing here creates surges that throw off deaeration and grouping downstream. 2. Deaeration and Stacking The APCSWS-360 compresses and conditions pouch geometry before collation. Adjustable roller height accommodates real-world variation in pouch fill levels. The result is a mechanically repeatable process that behaves the same on shift 1 and shift 3. 3. Collecting and Grouping After deaeration, pouches enter the automatic collecting system. The movement is engineered, not improvised: Ball-screw mechanism for vertical stacking movement Forward/back transfer onto a holding conveyor PLC-controlled tilting conveyor rotation with proximity sensing This builds stable groups matching actual dispatch patterns: 4 packs per bundle for 5 kg, 2 packs per bundle for 10 kg. Rated output is 3 bundles per minute — which replaces manual grouping, manual film handling, and the constant
Deaeration to Dispatch-Ready Multipacks: The Engineering Behind Atta Pouch Shrink Bundling (5–10 kg)
Deaeration to Dispatch-Ready Multipacks: The Engineering Behind Atta Pouch Shrink Bundling (5–10 kg) What happens after the pouch is sealed — and why it matters more than most plants admit Flour and atta plants put enormous effort into primary packaging — filling accuracy, seal integrity, pouch aesthetics, line speed. That investment is justified. But the real operational chaos typically starts after that stage, when finished 5 kg and 10 kg packs hit the conveyor and immediately begin misbehaving. Soft pouches act like balloons. They won’t stack square. They drift out of alignment. Secondary packing becomes a constant compromise between speed and damage control. If you’ve watched teams manually bundle at the end of an atta line, you know what follows: inconsistent group counts, skewed packs, film that shrinks cleanly on one bundle and wrinkles on the next — and the recurring nightmare of trapped air expanding under tunnel heat. This is why the industry conversation has shifted. It’s no longer “Do we need shrink bundling?” It’s “How do we make shrink bundling work consistently?“ In India and Nepal, this is precisely where an atta pouch packaging machine strategy stays incomplete without secondary packaging — because dispatch efficiency is won or lost in the last 12 meters of the line. Why Atta Pouches Create Specific Secondary Packaging Problems Atta pouches look uniform off the filler. They aren’t. Small variations in fill weight, air retention, and seal geometry compound quickly downstream: Air retention is the biggest culprit. Pouches with excess trapped air have a springy, inconsistent shape. They resist squaring during collation. Then, inside the shrink tunnel, that trapped air expands against the film — causing ballooning, loose wrap, wrinkles, or in severe cases, burst pouches. Group formation depends on consistent pouch geometry. If individual packs aren’t square and dense, the bundle going into the web sealer is already compromised. Tunnel heat amplifies whatever is wrong upstream. Misalignment becomes a jam. Inconsistent bundle density becomes uneven shrink. Most plants don’t fail because they lack a shrink tunnel. They fail because the secondary process skips one critical discipline: controlling pouch shape before heat and film are applied. This is the core logic behind a fully automatic atta bag deaeration and shrink wrapping workflow — treating secondary packaging as a controlled process chain rather than a sequence of loosely connected stations: Deaeration → Grouping → Pushing → Web Sealing → Shrink Tunnel → Cooling/Outfeed What Deaeration Actually Does (It’s Shape Control, Not Just Air Removal) “Remove the air” sounds straightforward. The operational reality is more precise: deaeration is shape conditioning. When pouches enter secondary packaging with excess air, they behave as compressible cushions. Collating them into a clean matrix — 4 packs for 5 kg bundles or 2 packs for 10 kg — becomes a fight. The packs push back against squaring. Then heat makes things worse. A dedicated deaeration and stacking conveyor system (Model: APCSWS-360) addresses this mechanically. It’s a pre-conditioning stage that densifies pouch geometry before grouping, so everything downstream runs more predictably. The system specifications reflect the application demands: Conveyor length: 3,000 mm | Width: 650 mm | Working height: 810 mm Upper roller height: adjustable up to 200 mm SS-304 rollers (OD 90–100 mm) for consistent contact with pouch surfaces Industrial load rating: 250–300 kg Belt thickness: 5–8 mm This is mechanical repeatability — not operator pressure, not guesswork. The pouch enters the tunnel stage already conditioned. How the Shrink Tunnel Actually Works Shrink wrapping is often explained vaguely — “film goes in loose, comes out tight.” The physics is more useful than the marketing language. A web sealer shrink tunnel machine performs two sequential operations: Sleeving and sealing: the product group is wrapped in film and formed into a closed sleeve. Controlled heating and dwell: the sleeve passes through a heated zone long enough for the film to contract uniformly around the load. The tunnel is a controlled energy transfer problem. You’re balancing three variables simultaneously: How evenly heat is distributed across the film surface How long the bundle stays in the heated zone (dwell time) How well the bundle geometry holds as film tension increases In atta applications, the bundle is not a rigid carton — it’s a cluster of compressible, semi-flexible pouches. That’s why upstream deaeration determines whether the tunnel produces clean bundles or becomes a daily troubleshooting task. The tunnel in this workflow uses: SS fin-type tubular heaters: 10–12 units at 1.5 kW each Conveyor inside the tunnel: SS-304 mesh chain or roller conveyor for heat stability Exit cooling: adjustable dual fans — because film continues to “set” during the cooling phase, not just during heat exposure Tunnel opening: 650 mm (W) × 500 mm (H) That last dimension is worth paying attention to. If your grouped bundle geometry — including pouch bulge after deaeration — exceeds that opening, you don’t have a shrink wrapping problem. You have an upstream shape-control problem. https://youtu.be/Wd3WW8s1X-0 The Full Line Flow: Station by Station Secondary packaging becomes predictable when every station behaves as part of one synchronized system. Here’s how the fully automatic atta bundling line runs: 1. Infeed Finished pouches arrive from the primary line onto an infeed conveyor. The objective at this stage is consistent orientation and spacing — not speed. Irregular spacing here creates surges that throw off deaeration and grouping downstream. 2. Deaeration and Stacking The APCSWS-360 compresses and conditions pouch geometry before collation. Adjustable roller height accommodates real-world variation in pouch fill levels. The result is a mechanically repeatable process that behaves the same on shift 1 and shift 3. 3. Collecting and Grouping After deaeration, pouches enter the automatic collecting system. The movement is engineered, not improvised: Ball-screw mechanism for vertical stacking movement Forward/back transfer onto a holding conveyor PLC-controlled tilting conveyor rotation with proximity sensing This builds stable groups matching actual dispatch patterns: 4 packs per bundle for 5 kg, 2 packs per bundle for 10 kg. Rated output is 3 bundles per minute — which replaces manual grouping, manual film handling,
Heat Shrink Tunnel Machine: Working, Specs & Buying Guide (2026)
Heat Shrink Tunnel Machine: Working, Specs & Buying Guide (2026) If you’re trying to standardize packaging quality (tight shrink, clean edges, fewer rejects) while keeping production moving, a shrink tunnel machine is usually the point where a packaging line stops being “manual jugaad” and starts behaving like an actual system. And if you’re searching for a shrink wrapping machine, here’s the truth: most buyers use that term for the complete shrink packing setup (sealing + tunnel). In this guide, we’ll break down the working, the specs that actually matter, and how to buy the right machine in 2026 without overpaying or under-sizing. Portable Shrink Tunnel Standard Shrink Tunnel Heavy Duty Shrink Tunnel Table of contents What a heat shrink tunnel machine is Shrink tunnel machine vs shrink wrapping machine How a shrink tunnel machine works (step-by-step) Technical specs that matter (with APST-200 reference specs) Performance checklist (speed, temperature stability, conveyor) Film compatibility: LDPE/LLDPE/POF (what to choose) Buying guide (2026): how to select the right machine Maintenance + safety expectations in 2026 FAQs (your requested questions) 1) What is a Heat Shrink Tunnel Machine? A heat shrink tunnel machine is a heated chamber (tunnel) that uses controlled hot air to shrink packaging film tightly around a product or bundle. Products travel through the tunnel on a conveyor, the film shrinks uniformly, and you get a sealed, tamper-evident, transport-friendly pack. In industrial setups, the tunnel is designed for: uniform airflow, stable temperature control, continuous operation, and predictable output consistency. 2) Shrink Tunnel Machine vs Shrink Wrapping Machine (the buyer’s confusion, solved) Here’s the simplest, most practical definition: Shrink tunnel machine = the heating tunnel section that shrinks film. Shrink wrapping machine = often used to describe the system (sealer + tunnel + conveyor), or sometimes just the tunnel depending on the seller. That’s why you’ll see product pages titled “shrink wrapping machine” while the core industrial component is the shrink tunnel machine itself (because the tunnel determines finish quality, speed, and power consumption). Compare Standard vs Heavy Duty Shrink Tunnel Machine models before buying. 3) How does a Shrink Tunnel Machine work for packaging? A working shrink line is basically a 5-step ritual: Step 1: Product collating (grouping) Products are arranged as single packs, multipacks, trays, cartons, or bundles before wrapping. Step 2: Film wrapping Film (commonly LDPE/LLDPE/POF) is wrapped around the product. Step 3: Sealing (optional but common) Depending on your setup, sealing can be done by L-sealer / web sealer / manual sealing methods. Then the pack is sent forward into the tunnel. Step 4: Heat shrinking inside the tunnel Inside the shrink tunnel machine, recirculating hot air shrinks film evenly around the pack. A recirculating airflow system is specifically valued for uniform shrinking and energy efficiency. Step 5: Cooling + setting the finish A cooling section improves clarity and “sets” the shrink so the pack holds shape and doesn’t loosen after exiting. https://youtu.be/WjlKkEO01Ps 4) Technical Specs that Matter (and the specs buyers ignore at their own peril) Below are real-world spec parameters you should compare before you buy any shrink tunnel machine or shrink wrapping machine. A) Tunnel size (your product decides this, not your ego) Tunnel dimensions decide: what fits, what doesn’t, and how much air volume must be heated. Example reference sizes for a standard industrial tunnel include 12″×12″, 14″×14″, 16″×14″. Rule of thumb: keep 25–50 mm clearance around the product on all sides for clean airflow (more clearance for irregular shapes). B) Conveyor type (this controls stability + finish) Conveyor choice affects: pack alignment, wobble, seal distortion, and shrink uniformity. A common industrial configuration is live roller rod conveyors for smooth product flow and reduced damage. Many systems also offer conveyor variants like mesh belt / Teflon belt / slat conveyors depending on product type. C) Production speed (don’t buy based on “max speed” marketing) Look for an adjustable range. A typical industrial reference spec is 6–20 packs per minute (adjustable). Real output depends on: operator loading, sealing method, film type, product geometry, tunnel temperature stability. D) Temperature range + control accuracy (this is where quality comes from) A useful tunnel supports up to 0–300°C (auto-controlled) to handle common shrink films and thicknesses. For consistent finish at higher throughput, precision control matters—some industrial setups highlight ±2°C accuracy and zone-based heating for uniform shrink across different product sizes. E) Heating system & energy efficiency Modern tunnels increasingly use hot-air recirculation for more even heat distribution and better efficiency. Example: fully recirculating air system with stated efficiency improvements. Some designs also claim significant reductions in power consumption via improved recirculation and reduced heat loss. F) Heater configuration Heater layout affects warm-up time and shrink uniformity. Example configuration: 12× SS U-type heaters with fins. G) Power requirement (site readiness check) Industrial tunnels commonly run on 3 Phase, 440V, with a reference example of 9 kW. H) Motor specs Motor sizing ties to conveyor load and continuous use. A reference spec includes 1/2 HP or 1/4 HP AC motor. I) Customization options (where serious buyers win) In 2026, buyers should expect customization like: SS body options, variable speed, extension conveyors. 5) Example Specs Snapshot (Standard Industrial Heat Shrink Tunnel) If you want a quick benchmark checklist for a mid-production shrink tunnel machine, here’s a reference spec set: Model code: APST-200 (reference) Tunnel sizes: 12″×12″, 14″×14″, 16″×14″ Conveyor: live roller rod conveyors Speed: 6–20 packs/min adjustable Temperature: 0–300°C auto-controlled Heating: recirculating air system Heaters: 12× SS U-type with fins Power: 3-phase 440V, ~9 kW Cooling chamber: integrated That combination is typically positioned as a stable “workhorse” zone between portable entry-level machines and heavy-duty automatic lines. 6) Shrink Film Compatibility in 2026: What to use and why it matters Film choice decides: shrink appearance, seal strength, durability during transport, and even tunnel temperature behavior. Many