India’s packaging sector is among the fastest-growing, with rising consumer demand, a surging e-commerce sector, and Make-in-India initiatives spurring domestic manufacturing .
– worldwide demand reached $64.1 billion in 2024 and is projected to grow ~6% annually . India’s packaging sector is among the fastest-growing, with rising consumer demand, a surging e-commerce sector, and Make-in-India initiatives spurring domestic manufacturing . To meet these trends, manufacturers are rapidly adopting automated packaging solutions that boost efficiency and quality. In this context, steam heat shrink tunnel machines play a key role. These advanced machines use pressurized steam to apply uniform heat around shrink-film-covered products, delivering fast, energy-efficient sealing and a premium appearance The Steam Heat Shrink Tunnel Machine uses controlled steam to envelop shrink film tightly around bottles, jars, and containers.
by precisely heating the film from all sides, these machines achieve a uniform, tamper-evident shrink-wrap with a smooth, professional finish . This uniform heat transfer is superior to hot-air methods , so every package – whether cylindrical bottle or irregular box – emerges with a tight, even covering and enhanced shelf appeal. Modern steam tunnels (often built from stainless steel) include conveyors and multiple steam zones for precise temperature control, ensuring consistent, secure seals without damaging the film

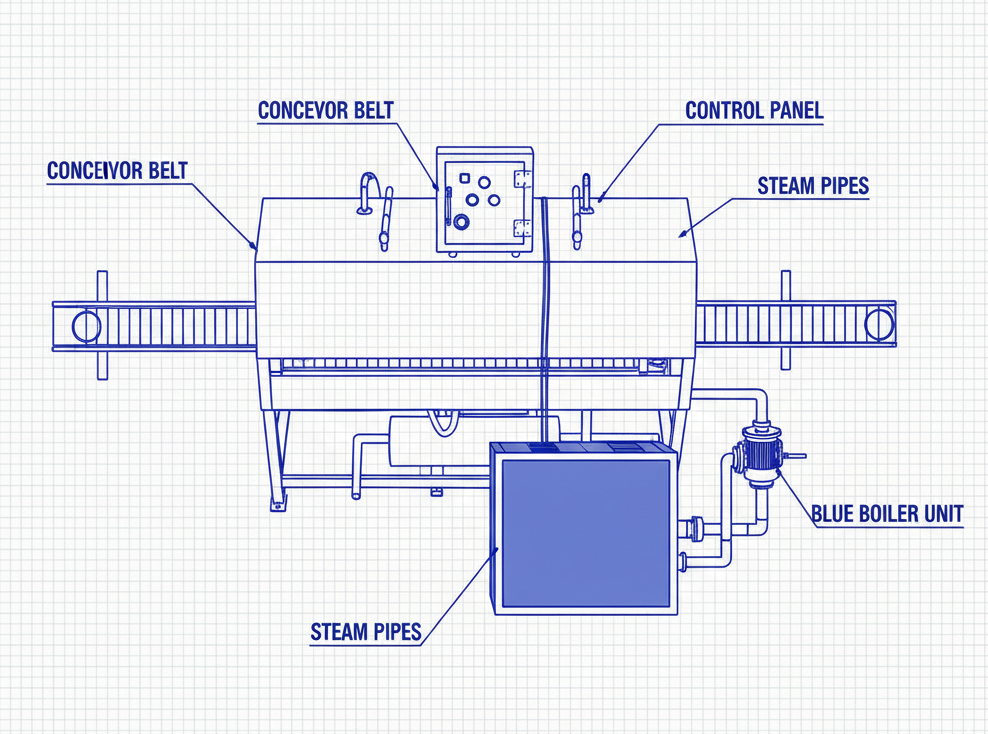
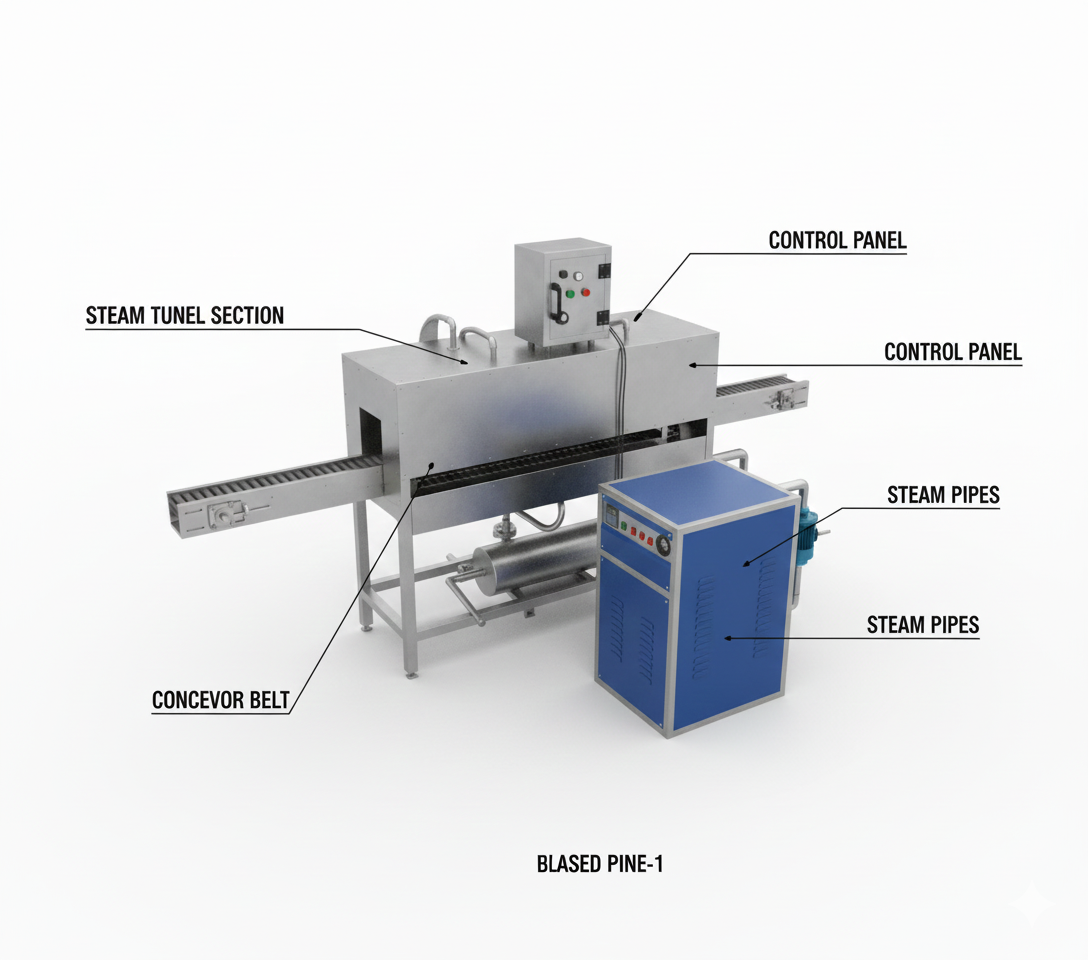

A Steam Heat Shrink Tunnel is an industrial packaging machine designed to shrink-wrap products by using saturated steam instead of hot air. In practice, products wrapped in perforated shrink film move on a conveyor through an enclosed tunnel. Inside, a boiler generates steam that is directed into the tunnel where it evenly contacts the film-covered products. The steam’s heat causes the shrink film to rapidly contract and conform to the shape of each item . The end result is a tight, secure wrap that holds labels or multipacks firmly in place. Because steam transfers heat more effectively than air, the process is fast and efficient: steam tunnels “shrink-wrap products quickly and effectively, saving time and reducing waste. In technical terms, steam tunnels feature zoned steam injection, adjustable conveyor speed, and temperature controls. By tuning these settings, operators can accommodate different film materials and product types. Compared to electric or infrared heat tunnels, steam tunnels provide more uniform heating . In effect, each product zone experiences the same consistent temperature, yielding a cleaner shrink. This precision is especially valuable for tamper-evident sleeve labels in pharmaceuticals and cosmetics, or colorful printed sleeves where crisp graphics are critical .
Steam heat shrink tunnels offer multiple advantages that make them a worthwhile investment for high-volume packaging lines. Key benefits include:
Uniform, High-Quality Finish: Steam tunnels achieve extremely uniform heat transfer, ensuring every inch of the film shrinks evenly This delivers wrinkle-free, tightly-fitted sleeves with sharper graphics and improved shelf appeal, unlike some hot-air tunnels where uneven heating can cause distortion
Increased Efficiency: By using steam’s superior heat conduction, these machines process products very quickly. Faster shrink times and continuous operation mean higher throughput for the production line. One manufacturer notes their steam tunnels handle high volumes rapidly and with “fast operation,” boosting line speed
Energy Savings: Steam shrink tunnels can be more energy-efficient than large hot-air systems. Because steam conducts heat so well, they often reach target temperatures faster and maintain heat with less wasted energy. In fact, steam tunnels “require less energy” than traditional heat tunnels helping reduce overall power usage and costs.
Lower Maintenance: With fewer moving parts (no large blower fans) and durable construction, steam tunnels tend to need less upkeep. Operators report “lower maintenance requirements” and very reliable performance Access panels and modular design also make cleaning and servicing straightforward.
Versatility: Steam tunnels can handle a wide range of shapes and sizes. Thanks to four-axis adjustable steam manifolds and conveyor widths, the same machine can be set up for small bottles or big jars without extensive changeover. This flexibility makes them suitable for mixed-product packaging lines.
Overall, steam tunnels deliver consistent quality with reduced downtime. Users often cite improved efficiency and reduced waste as major payoffs By shrinking film more predictably, they cut out reworks and ensure each pack is secure and attractive.
Convection (hot-air) tunnels and steam tunnels each shrink film, but their performance differs. Hot-air tunnels use heated air blown by fans to shrink the film, whereas steam tunnels inject steam directly. The key difference is heat distribution: steam delivers heat uniformly across the film, while hot air can create “hot spots” or uneven cooling. As one expert notes, steam tunnels “create an extremely uniform heat transfer, which is superior to systems that use hot air”
This means steam tunnels are less prone to film distortion or uneven shrink. For example, glass bottles or products with cold surfaces can cause uneven shrink in a hot-air tunnel (sometimes requiring spinning conveyors to compensate) Steam tunnels don’t have that issue – the steam envelopes the entire package, preventing one side from overheating. The result is a tighter, more even sleeve all around.
However, steam tunnels do require a steam boiler and water source, whereas hot-air tunnels need large blowers. So steam tunnels have higher upfront complexity and cost. In practice, industries requiring premium finishes (e.g. beverage, pharma, cosmetics) often prefer steam despite the higher investment, because the quality gains justify it
Pharmaceuticals & Medical: In pharma, consistency and hygiene are crucial. Steam shrink tunnels ensure precise, sterile packaging for bottles and blister packs, meeting strict regulatory standards
Electronics & Manufacturing: For delicate components or parts, these tunnels provide secure protective packaging. Uniform shrink minimizes the risk of damage during transport
E-commerce & Retail: The online and retail sectors demand visually appealing, durable packaging. Steam-shrunk multipacks and sleeve labels give products a professional look that attracts consumers
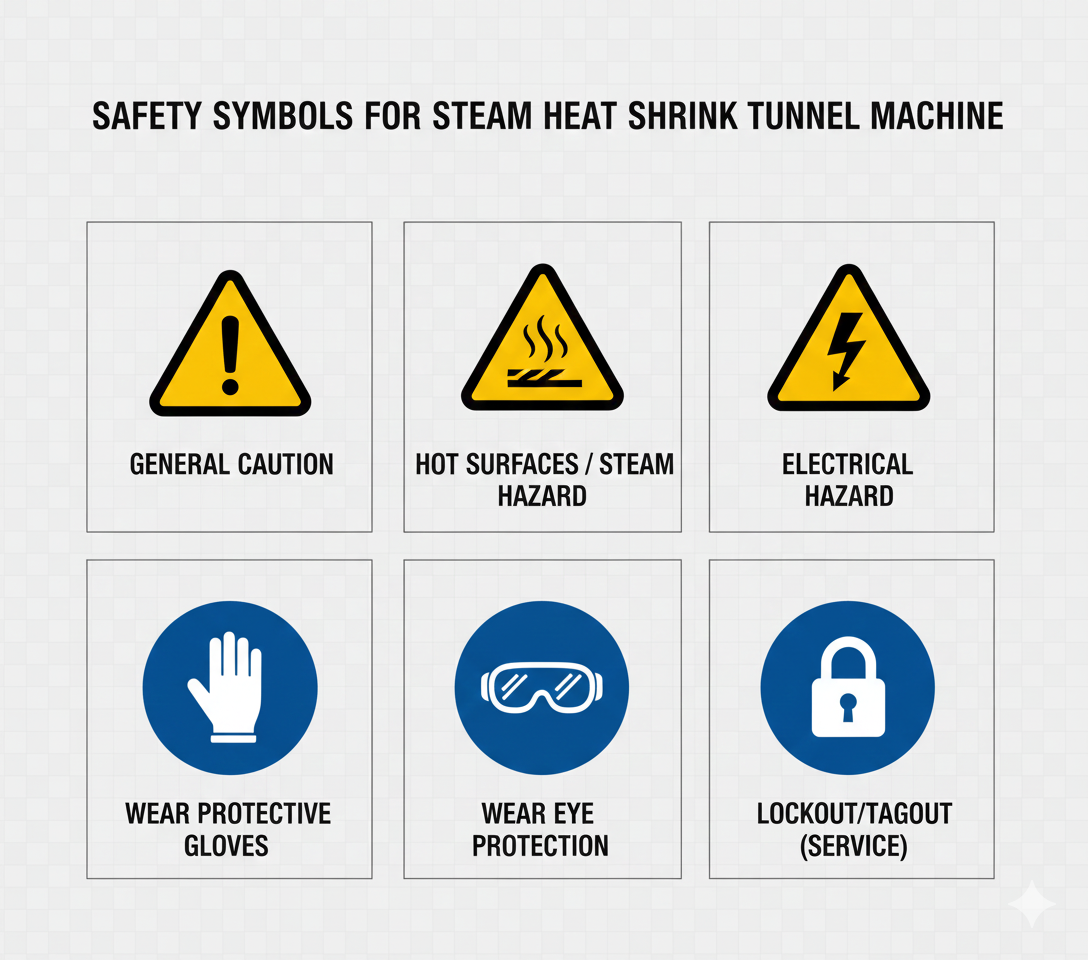
Specialized Products: Industries that package flammable, high-pressure, or heat-sensitive items benefit greatly. Because steam tunnels do not use open flames, they are safer for volatile substances; they can also apply film to unusual shapes (like fuel cans or aerosols) without distortion.
In short, any production line needing high-speed, high-quality shrink wrapping—from beverages to cosmetics to household goods—can leverage steam shrink tunnels for consistent results. The flexibility of the tunnel also means one machine can serve multiple lines (e.g. food and pharma) just by changing film and settings.
India’s packaging machinery market is expanding rapidly. Reports estimate the India sector reached around $1.9 billion in 2024, with a forecast to about $2.7 billion by 2033 (roughly 4–6% annual growth) Driving factors include the booming e-commerce industry, higher consumer expectations, and government initiatives like Make in India that encourage local manufacturing.
Industry analysts note that automation and sustainability are top trends. Manufacturers are adding robotics, IoT sensors, and AI into packaging machines to increase throughput and reduce costs At the same time, there is growing demand for eco-friendly packaging solutions that use recyclable films and minimize waste. Consequently, Indian companies are innovating machines that are not only efficient but also support “green packaging” goals
Under these trends, high-quality steam shrink tunnels from Indian makers have become very competitive globally. As one industry report observes, India is becoming an “emerging hub for manufacturing world-class packaging machines”, propelled by Make in India and digitalization efforts In fact, India’s packaging machinery sector is projected to grow faster than most major economies (CAGR ~6.5% vs 3–4% in the US/EU) This growth is supported by government incentives (like PLI schemes) that boost R&D and production in the packaging sector For buyers, this means access to advanced machines that meet international standards, but at competitive prices and with strong local support.
Looking to automate your packaging line?
Contact AmarPack Machines Pvt Ltd, India’s trusted packaging machine manufacturer serving global markets.Why Choose AmarPack | A Manufacturer of packaging Machines?
With over 25+ years of manufacturing expertise, AmarPack Machines Pvt. Ltd. designs vacuum packaging machines that meet industrial reliability standards while remaining affordable and easy to operate. Each machine is built using ISO 9001:2015 processes and tested for consistent performance.
Our tabletop nozzle vacuum packaging machines are trusted by customers across India, the Middle East, Africa, and Southeast Asia for their durability, efficiency, and excellent after-sales support.
“Engineered for Precision Packaging. Built for Industrial Performance.”
Founded in 1998 in Mumbai, India, AmarPack Machines Pvt. Ltd. is one of India’s leading manufacturers and exporters of premium packaging machines. Read More
GST No. 27AAZCA2345J1Z6
Get a quick quote from our experts. Fast response guaranteed!